汽车限位器生产装配线 从设计到制造的全程解析

汽车限位器是车辆安全系统的重要组成部分,它通过限制车门、发动机盖或行李箱盖的开启角度,避免因过度开启造成的碰撞或损坏。随着汽车工业的快速发展,高效、精确的汽车限位器生产装配线已成为行业核心竞争力的关键。本文将系统性地解析汽车限位器生产装配线的设计、机械设备制造以及装配流程。
一、 装配线设计:奠定效率与质量的基石
生产装配线的设计是制造过程的蓝图,直接决定了生产效率、产品质量和生产成本。对于汽车限位器这类精密机械部件,其装配线设计尤为关键。
- 需求分析与产品定位:设计之初,需明确限位器的类型(如车门限位器、发动机盖限位器等)、技术参数(如力矩、开启角度、耐久性要求)、生产纲领(年/月产量)及客户对自动化程度的要求。
- 工艺流程规划:典型的汽车限位器装配工艺包括:
- 冲压与成型:将金属板材冲压成限位臂、固定座等主要结构件。
- 机加工:对关键部位进行精加工,确保尺寸精度和表面光洁度。
- 热处理与表面处理:提升零部件的强度、耐磨性和耐腐蚀性。
- 组装:将限位臂、弹簧(或阻尼机构)、轴承、壳体等部件进行装配。这是装配线的核心环节。
- 检测与测试:对组装完成的限位器进行力矩测试、角度测试、耐久性测试和外观检测。
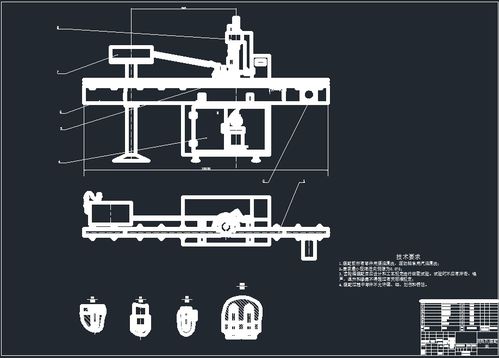
- 产线布局与物流设计:采用U型线、直线型或模块化布局,优化物料流动路径,减少在制品库存和搬运距离,实现“一个流”生产。设计合理的物料供给系统(如料架、AGV小车或输送带)。
- 自动化与信息化设计:根据投资预算和工艺需求,确定人工工位、半自动工位和全自动工位的比例。引入机器人进行上下料、拧紧、涂胶等重复性高或精度要求高的工作。并集成MES(制造执行系统),实现生产数据实时采集、质量追溯和生产过程可视化。
二、 机械设备制造:打造稳定可靠的硬件基础
装配线的高效运行依赖于一系列精密、可靠的专用机械设备。
- 冲压与成型设备:高速精密冲床配合多工位级进模,实现结构件的高效、一体化成型。
- 机加工设备:采用CNC数控车床、铣床或加工中心,对关键配合面和孔位进行高精度加工。
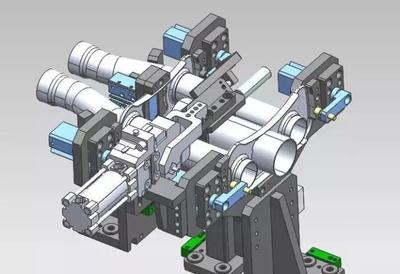
- 专用装配设备:这是装配线的核心,通常为非标定制设备,包括:
- 自动压装单元:用于将轴承、衬套等压入壳体或限位臂。
- 弹簧/阻尼器自动装配机:实现扭簧或液压阻尼器的精准安装与预紧力设定。
- 多轴自动拧紧机:按照预设的扭矩和顺序,自动拧紧多个螺丝,确保装配一致性。
- 自动涂油/涂脂设备:在摩擦副部位精确施加润滑剂。
- 检测与测试设备:
- 机器视觉系统:用于零部件有无检测、外观缺陷检测和装配完整性检查。
- 综合性能测试台:模拟车门开合动作,自动测试限位器的保持力、档位清晰度、开启角度和循环寿命,数据自动记录并判断是否合格。
这些设备的制造要求极高的精度、刚性和稳定性,往往需要经验丰富的机械制造商根据工艺要求进行定制化研发和生产。
三、 装配与调试:实现从设备到产线的转化
当所有设备制造完成后,进入现场装配与系统集成阶段。
- 设备安装与定位:根据布局图,将各台设备精确安装到位,并完成水平校准和固定。
- 电气与控制系统集成:连接所有设备的动力线、信号线,将PLC(可编程逻辑控制器)、机器人、传感器、气动元件等集成到一个统一的控制系统网络中。这是装配线的“神经系统”。
- 单机调试与联调:首先对每台设备进行独立运行调试,确保其功能正常。然后进行全线联动调试,模拟真实生产节拍,检验物料流转是否顺畅,各工位节拍是否平衡,通讯是否正常。
- 工艺参数标定与试生产:在限位器实物上进行装配,反复调试和优化各设备的工艺参数(如压装力、拧紧扭矩、测试参数等),直至生产出完全符合质量标准的样品。进行小批量试生产,验证产线的稳定性和可靠性。
- 人员培训与交付:对操作人员、维护人员进行系统培训,确保其能熟练操作、处理常见故障。完成整个生产装配线的验收和交付。
##
一条先进的汽车限位器生产装配线,是机械设计、电气控制、软件信息和精益生产理念深度融合的结晶。它不仅是将零部件组装成产品的工具,更是保障产品质量一致性、提升生产效率、实现智能制造转型的核心载体。随着新材料、新工艺的应用以及对产品轻量化、智能化要求的提高,未来的限位器装配线将更加柔性、智能和高效,持续推动汽车零部件制造业的升级与发展。
如若转载,请注明出处:http://www.sl-bend.com/product/5.html
更新时间:2026-06-19 08:22:17